Da escassez de mão de obra à entrega previsível: como a automação altera o fluxo de caixa
Uma fábrica de alimentos com 12 trabalhadores em uma linha de bolinhos pode despachar 8.000 unidades por dia. Com 9 trabalhadores – o que acontece com mais frequência do que a maioria dos gestores quer admitir – são enviados 5.500. O déficit não afeta apenas o volume. Atrasa a data de embarque, adia a fatura em uma semana e, dependendo do contrato, aciona cláusula de penalidade. Essa sequência ocorre milhares de vezes na produção de alimentos todos os meses, e a maioria das empresas absorve a perda sem nunca identificar a causa raiz.
A escassez de mão-de-obra na transformação de alimentos é estrutural e não cíclica. Um estudo conjunto da Deloitte e do Manufacturing Institute descobriu que o setor industrial dos EUA sozinho poderia enfrentar 2,1 milhões de vagas não preenchidas até 2030 , com o processamento de alimentos entre os segmentos mais atingidos. Nos mercados do Sudeste Asiático, do Médio Oriente e da Europa, o padrão é o mesmo: os operadores são mais difíceis de contratar, mais difíceis de reter e cada vez mais caros para treinar – apenas para vê-los partir dentro de um ano. A verdadeira questão não é se a automação é necessária. É se o argumento financeiro para isso foi enquadrado corretamente.
Quando você não consegue contratar a linha, não consegue prever a conta
Os cronogramas de entrega são baseados em suposições de produção. Essas suposições dependem do número de funcionários. Quando o número de funcionários flutua – e em operações de formação e embalagem que exigem muita mão-de-obra, ele flutua constantemente – todo o plano posterior torna-se pouco confiável.
Vejamos como isto realmente se desenrola: uma fábrica compromete-se a entregar 50.000 peças de dim sum congelado a um distribuidor na quinta-feira. Na terça-feira, três trabalhadores disseram que estavam doentes. A linha funciona com 60% da capacidade. A remessa é curta. O distribuidor retém o camião até sexta-feira, o que adia a data da fatura, atrasa o pagamento num ciclo de faturação completo e – se o distribuidor estiver a operar num modelo just-in-time – provoca uma ruptura de stock no retalho.
Esse cenário não é uma falha na cadeia de abastecimento. É uma falha de pessoal e tem um custo direto: receitas atrasadas, possíveis penalidades e erosão da confiança de um comprador que tem alternativas. A conexão entre como a automação aborda na prática a escassez de mão de obra nas fábricas de alimentos e o impacto financeiro a jusante é mais direto do que a maioria das discussões sobre lucros e perdas reconhece.
O verdadeiro custo financeiro das janelas de entrega perdidas
O custo visível de uma entrega perdida é a penalidade. Mas o impacto financeiro total é mais profundo, abrangendo três camadas compostas.
Faturamento atrasado e conversão de dinheiro mais lenta. A maioria dos contratos de fornecimento de alimentos fatura na confirmação da entrega. Cada dia que uma remessa atrasa é um dia em que a fatura não é levantada. Para uma fábrica com condições de pagamento de 30 dias, um atraso de entrega consistente de 3 a 5 dias significa que o dinheiro chega 10 a 17% mais tarde do que o modelo presume. Essa lacuna tem de ser coberta – por linhas de crédito, por extensões de fornecedores ou pela utilização de reservas.
Exposição contratual e cláusulas de penalidade. Os compradores de varejo e serviços de alimentação endureceram seus termos de SLA nos últimos anos. Taxas de atraso na entrega de 1 a 3% por incidente são comuns, e violações repetidas podem desencadear a revisão do contrato ou a rescisão definitiva. A perda de um relacionamento com um distribuidor não afeta apenas um pedido – ela elimina um fluxo de receita que levou meses ou anos para ser desenvolvido.
Confiança do comprador e comportamento de novo pedido. Os compradores que enfrentam inconsistências repetidas na entrega não cancelam os contratos imediatamente. Eles silenciosamente têm fonte dupla. Eles reduzem os volumes de pedidos. Eles param de oferecer novas linhas de produtos a um fornecedor que sinalizaram mentalmente como não confiável. A erosão das receitas é gradual e difícil de atribuir a uma causa única – e é exactamente por isso que tende a não ser abordada.
Compreensão Cinco razões comerciais pelas quais os fabricantes de alimentos atualizam para equipamentos automatizados normalmente começa aqui – com os problemas financeiros da inconsistência, e não apenas com a inconveniência operacional da falta de pessoal.
Como a automação converte a variabilidade de saída em segurança de rendimento
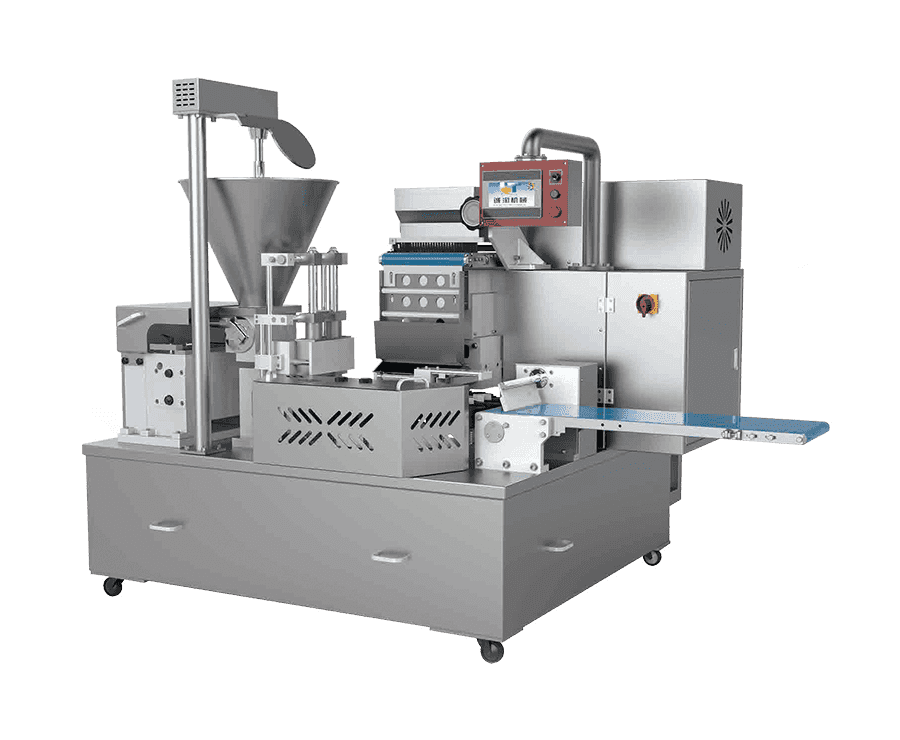
Uma máquina formadora de alimentos bem especificada não tem faltas por doença. Não diminui a velocidade depois das seis horas. Não varia seu peso de enchimento com base no cansaço ou distração. Sua produção na primeira hora é a mesma da hora oito – e essa consistência é precisamente o que torna o planejamento da produção novamente confiável.
Em termos práticos, uma única máquina formadora automatizada que manuseia a produção de bolinhos ou wontons pode manter uma produção de 3.600 a 6.000 peças por hora, independentemente da composição do turno ou da pressão sazonal da equipe. Essa taxa é mensurável, planeável e segurável de uma forma que uma equipa de trabalhadores formadores manuais simplesmente não o é.
A mudança operacional é importante para o agendamento. Uma vez que um gerente de linha sabe que o estágio de formação produzirá X peças por hora sob qualquer condição de pessoal, cada compromisso posterior – embalagem, reserva da cadeia de frio, programação de frete, prazo de fatura – pode ser construído com base em um número sólido em vez de uma estimativa otimista. Essa é a base combinando a capacidade de produção da máquina com suas ordens de produção reais e não o contrário: deixar que a disponibilidade de mão-de-obra dite com que se pode comprometer.
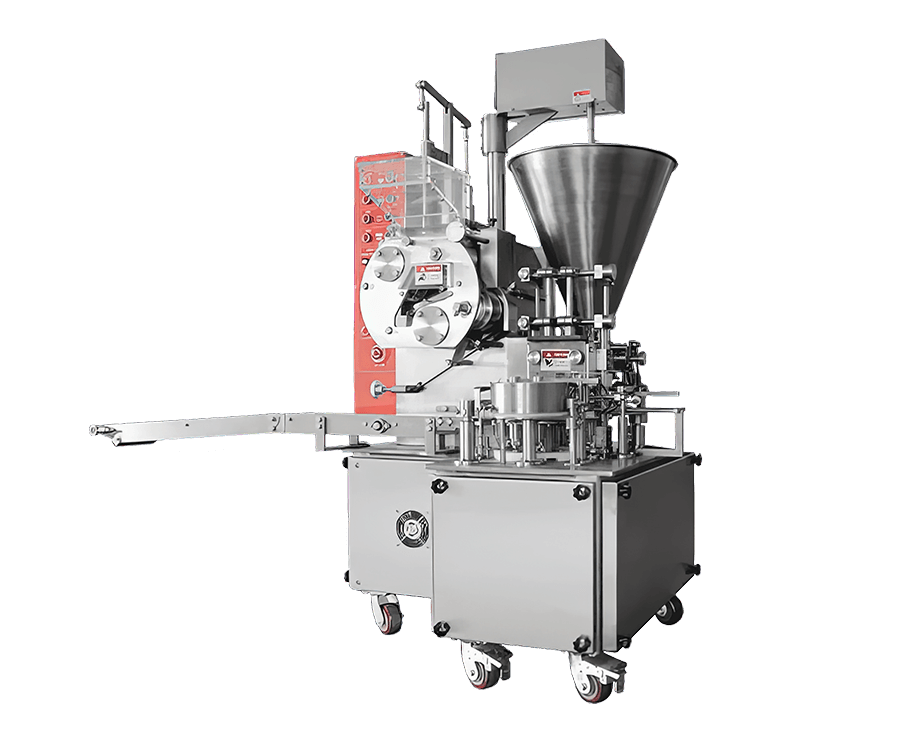
Para fábricas de alimentos que produzem itens como bolinhos, doces incrustados, rolinhos primavera ou biscoitos moldados, máquinas formadoras de alimentos projetadas para produção consistente de alto volume representam o ponto no fluxo de produção onde a variabilidade do rendimento é maior sob operação manual – e onde a automação proporciona a estabilização mais imediata.
Produção Previsível Significa Fluxo de Caixa Previsível
O argumento financeiro para a automação é geralmente enquadrado em torno da redução de custos: menos horas de trabalho, menos desperdício, menos retrabalho. Essas economias são reais. Mas o impacto no fluxo de caixa da certeza da entrega é muitas vezes maior e mais rápido do que apenas a poupança nos custos de mão-de-obra.
Este é o mecanismo: quando uma fábrica pode se comprometer com segurança com uma data de entrega e atingi-la, o faturamento acontece dentro do prazo. Os ciclos de pagamento começam na hora certa. As contas a receber não se acumulam atrás de remessas perdidas. O capital de giro que antes estava bloqueado no status de “entrega pendente” torna-se disponível em uma cadência previsível.
Uma comparação simplificada ilustra a diferença:
| Métrica | Linha manual | Linha Automatizada |
|---|---|---|
| Taxa de entrega no prazo | 68–75% | 92–97% |
| Atraso médio da fatura (dias) | 4–7 dias | 0–1 dias |
| Exposição a penalidades (por trimestre) | 2–4% do valor do contrato | Perto de zero |
| Ciclo de conversão de dinheiro | Imprevisível ±12 dias | Estável, dentro de ±2 dias |
O efeito de composição é importante : uma fábrica que atinge 95% de entrega no prazo pode negociar com credibilidade condições de pagamento mais rápidas com os distribuidores, reduzindo ainda mais o DSO (dias de vendas pendentes). Os compradores que confiam na confiabilidade da sua entrega também tendem a aumentar o tamanho dos pedidos ao longo do tempo, melhorando a receita por cliente sem aumentos proporcionais nos custos de vendas.
Calculando o retorno: quando a automação começa a pagar?
Os números de cada fábrica são diferentes, mas o cálculo do retorno para a automatização da produção alimentar baseia-se normalmente em quatro factores: custo de mão-de-obra directa, taxa de desperdício e retrabalho, exposição a penalidades de entrega e perda de receitas devido a relações de fornecimento não fiáveis.
A maioria das fábricas que efectuou este cálculo honestamente – incluindo todos os quatro factores de produção em vez de apenas poupanças de mão-de-obra – descobriu que o período de retorno do investimento para uma máquina de formação de alimentos construída especificamente para esse fim situa-se entre 12 e 24 meses. Em mercados com mão de obra restrita, alta rotatividade e SLAs de compradores exigentes, essa janela pode ser reduzida para menos de um ano.
O cálculo também aumenta positivamente ao longo do tempo. Uma vez recuperado o custo do equipamento, cada mês subsequente de rendimento consistente representa uma margem melhorada – sem o custo e a incerteza de recrutar, treinar e reter trabalhadores manuais para as mesmas tarefas. Explorando três maneiras práticas de aumentar a velocidade de produção e reduzir o tempo de inatividade torna-se relevante nesta fase – não como uma forma de extrair mais de uma linha existente, mas como uma forma de ampliar o retorno financeiro do investimento inicial em automação.
Para as fábricas que ainda estão trabalhando no business case, ajuda começar com o lado da penalidade e da perda de receita do livro-razão, em vez da economia de mão de obra. Esses custos são muitas vezes maiores do que o esperado – e mais imediatamente recuperáveis quando a confiabilidade da entrega melhorar.
Por onde começar em um ambiente de produção de alimentos
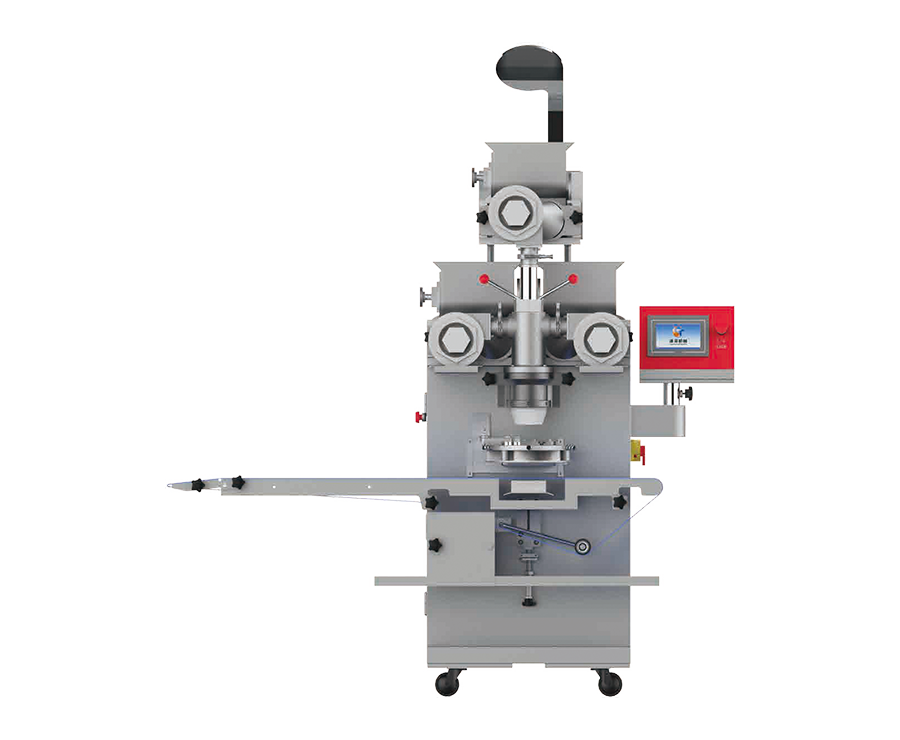
A automação não precisa ser total para ser transformadora. Na fabricação de alimentos, o ponto de partida de maior alavancagem é quase sempre o estágio de formação ou enchimento – a etapa em que o trabalho manual é mais intensivo, a consistência do produto é mais difícil de manter e a variabilidade de produção tem o maior efeito posterior.
Uma fábrica que produz bolinhos, wontons, baozi, siomai ou pastéis incrustados que primeiro automatiza sua linha de formação verá uma estabilização imediata de sua produção diária. Essa única mudança – saber exatamente quantas peças a linha produzirá por turno – elimina a principal fonte de incerteza na entrega. Todo o resto do cronograma de produção se torna mais gerenciável: aquisição de ingredientes, processamento de embalagens, reserva de armazenamento refrigerado e compromissos de frete.
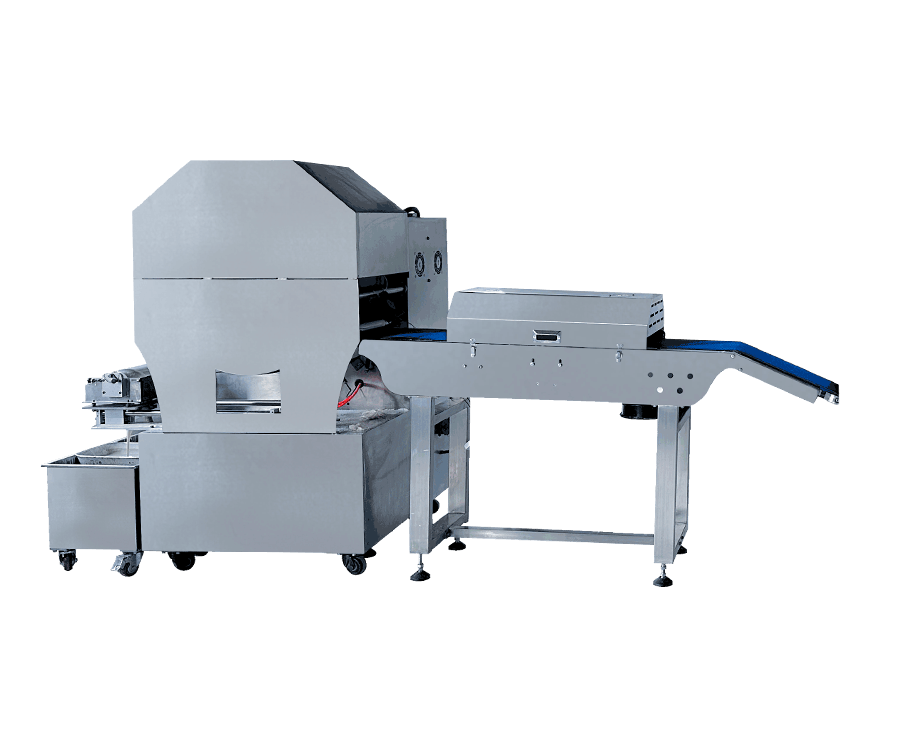
A partir daí, a abordagem pode expandir-se sistematicamente. Equipamentos de preparação – misturadores, separadores de arroz, cortadores de vegetais – lidam com a variabilidade a montante. As máquinas de aplicação estendida oferecem flexibilidade posterior: revestimento, arredondamento e enchimento. Cada estágio adicionado ao fluxo de trabalho automatizado reduz a lacuna entre a produção planejada e a produção real, aumentando a capacidade da fábrica de cumprir os compromissos que impulsionam o fluxo de caixa.
O ponto de partida não precisa ser uma revisão completa da linha. Precisa ser o equipamento certo, compatível com o produto específico e o volume em torno do qual sua operação está construída. Essa conversa – sobre tipo de produto, características da massa, viscosidade do recheio e taxa de produção alvo – é onde começa a orientação mais útil.
Produtos recomendados


Produtos relacionados
Copyright © Shanghai Chengtao Machinery Co., Ltd. All rights reserved. 
Contate-nos